So you’re curious about what machines are used in a fertilizer plant?
Here’s the thing:
Setting up a fertilizer production facility isn’t just about throwing some equipment together and calling it a day. Whether you’re producing organic fertilizer from compost or manufacturing complex NPK compounds, you need the RIGHT machines working together like a well-oiled machine (pun intended).
I’ve spent years analyzing industrial processes, and fertilizer production is one of those industries where having the proper equipment setup can make or break your operation.
In this guide, as a professional fertilizer production line manufacturer, I’ll walk you through EXACTLY which machines in a fertilizer plant you need, what they do, and how they work together to transform raw materials into the fertilizer products that keep our crops growing strong.

What Machines Are Used in a Fertilizer Plant?
Raw Material Preparation Equipment
Let’s start at the beginning.
Before you can make ANY type of fertilizer, you need to prep your raw materials. And that means investing in some serious crushing and grinding power.
Crushers and Grinders
Think of crushers as the heavy lifters of your fertilizer plant. These bad boys break down large chunks of raw materials into manageable sizes.
Here’s what you’re looking at:
Chain Crushers: Perfect for breaking down caked fertilizer or large organic matter. They use high-speed rotating chains to pulverize materials into uniform particles.
Cage Crushers: These work great for materials that aren’t TOO hard. The rotating cage design creates consistent particle sizes – exactly what you need for quality fertilizer production.
Hammer Mills: When you need serious crushing power, hammer mills deliver. They’re especially useful for phosphate rock and other mineral-based materials.
Batching Systems
Here’s where precision matters.
Batching machines weigh and proportion your raw materials to create the EXACT nutrient ratios your fertilizer needs. Whether you’re mixing nitrogen, phosphorus, and potassium sources or blending organic materials, these systems ensure consistency batch after batch.
Pro tip: Invest in computer-controlled batching systems. They’re more expensive upfront, but the accuracy pays for itself in product quality.
Solid-Liquid Separators
If you’re working with organic materials (like manure), you’ll need dewatering equipment.
Why?
Because excess moisture is the enemy of efficient fertilizer production. Solid-liquid separators reduce moisture content from 80-90% down to a manageable 30-40%.
Mixing and Blending Systems
Now that your materials are prepped, it’s time to mix them into a uniform blend.
Horizontal Mixers
These are the workhorses of fertilizer blending. Ribbon blenders and paddle mixers fall into this category.
What makes them special?
They can handle:
- Dry powders
- Granules
- Light liquid coatings
- Trace elements
Most importantly, they achieve uniform mixing in 3-6 minutes for a 1-ton batch. That’s efficiency you can count on.
Disc Mixers
For smaller operations or specialty blends, disc mixers offer excellent mixing action with lower power consumption.
BB Fertilizer Mixers
Bulk blend (BB) mixers are specifically designed for dry fertilizer blending. They’re perfect when you need to create custom NPK ratios without granulation.
Granulation Equipment
Here’s where the magic happens.
Granulation transforms your mixed materials into the uniform pellets that farmers love. And you’ve got options:
Rotary Drum Granulators
The most popular choice for large-scale operations.
How do they work?
Materials tumble inside a rotating drum while water or steam creates the binding action. The result? Perfectly rounded granules with consistent size.
These machines can handle:
- Wet granulation processes
- High production volumes (up to 30 tons per hour)
- Various material types
Disc Granulators (Pan Granulators)
Picture a giant tilted pan spinning around. Materials roll across the surface, gradually building into spherical granules.
The beauty of disc granulators?
You can SEE the process happening and adjust on the fly. They’re perfect for operations that need flexibility.
Double Roller Compactor Granulators
No drying needed.
That’s the big advantage here. These machines use pressure to compress powder into sheets, then break them into granules. It’s a dry granulation method that saves energy and time.
Drying and Cooling Systems
Wet granules need drying. It’s that simple.
Rotary Dryers
These are the giants of the drying world. Hot air flows through a rotating drum, removing moisture from your freshly formed granules.
Key specs to consider:
- Temperature control (crucial for preventing nutrient loss)
- Airflow patterns
- Retention time
Rotary Coolers
Fresh from the dryer, your granules are HOT. Too hot for packaging.
Rotary coolers bring the temperature down using ambient or cooled air. This step is critical because:
- It prevents caking during storage
- Protects heat-sensitive coatings
- Prepares products for immediate packaging
Screening and Classification
Not all granules come out perfect. That’s where screening comes in.
Rotary Screens
These cylindrical screens separate granules by size. Undersized particles go back for re-granulation. Oversized ones get crushed and recycled.
The result?
Uniform product size that meets market specifications.
Vibrating Screens
For finer classification or higher capacity needs, vibrating screens deliver. They use mechanical vibration to move materials across multiple screen decks.
Coating and Finishing Equipment
Want to take your fertilizer to the next level?
Rotary Coating Drums
These machines apply protective coatings to finished granules. Benefits include:
- Reduced moisture absorption
- Anti-caking properties
- Slow-release formulations
- Added micronutrients
The coating process happens in a rotating drum where liquid or powder coatings are sprayed onto the tumbling granules.
Packaging Systems
Your fertilizer is ready. Now you need to get it to market.
Automatic Weighing and Bagging Machines
Modern packaging lines can:
- Fill 50kg bags at 600-800 bags per hour
- Maintain weight accuracy within 0.2%
- Seal bags automatically
- Apply date codes and batch numbers
Palletizing Systems
Don’t forget about palletizing. Automated systems stack filled bags onto pallets, ready for warehouse storage or shipping.
Material Handling Equipment
Here’s something people often overlook:
You need to MOVE materials between all these machines.
Belt Conveyors
The backbone of any fertilizer plant. They transport materials horizontally or at slight inclines between processing stages.
Bucket Elevators
When you need vertical transport, bucket elevators are your answer. They can lift materials up to 40 meters high with minimal product damage.
Screw Conveyors
Perfect for short-distance transport of powders and small granules. They’re enclosed, which helps control dust.
Quality Control Laboratory Equipment
In 2025, you can’t run a fertilizer plant without proper quality control.
Essential lab equipment includes:
- Nutrient analyzers for NPK content
- Moisture meters
- pH testers
- Particle size analyzers
- Crushing strength testers
This equipment ensures every batch meets specifications before it leaves your facility.
Environmental Control Systems
Modern fertilizer plants need to be environmentally responsible.
Dust Collection Systems
Bag filters and cyclone separators capture airborne particles, keeping your facility clean and compliant with environmental regulations.
Scrubber Systems
For operations producing ammonia-based fertilizers, scrubbers remove harmful gases from exhaust air.
Choosing the Right Equipment Configuration
Here’s the bottom line:
The exact machines you need depend on:
- Your production capacity
- Type of fertilizer (organic vs. chemical)
- Local regulations
- Available budget
- Target market requirements
For example, an organic fertilizer plant focusing on composted materials will need:
- Compost turners
- Heavy-duty crushers
- Robust screening systems
While a chemical NPK facility requires:
- Precise batching systems
- Acid-resistant equipment
- Advanced coating capabilities
Maintenance and Operational Considerations
Listen:
Even the best equipment needs proper care.
Regular maintenance items include:
- Bearing lubrication
- Belt tension adjustments
- Screen cleaning
- Calibration of weighing systems
Smart operators also keep critical spare parts on hand. A broken chain in your crusher shouldn’t shut down production for days.
Future Trends in Fertilizer Equipment
The industry isn’t standing still.
Here’s what’s coming:
- AI-powered quality control systems
- IoT sensors for predictive maintenance
- Energy-efficient drying technologies
- Automated material handling systems
These advances promise higher efficiency and lower operating costs.
Conclusion
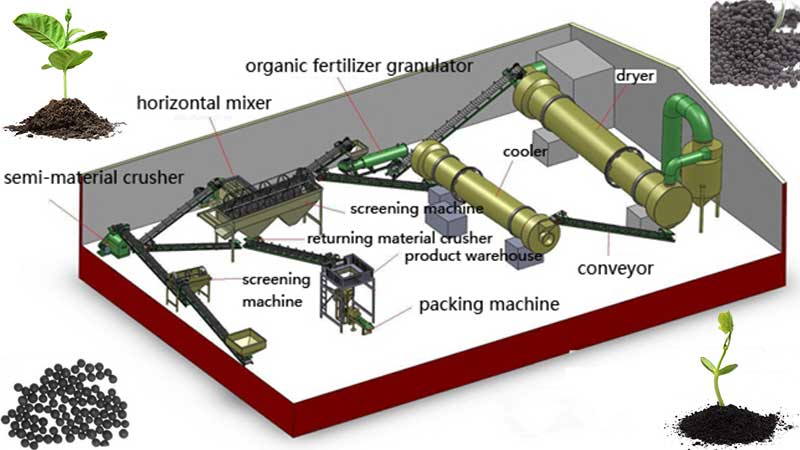
So, what machines are used in a fertilizer plant?
As you’ve seen, it’s not a simple answer. From crushers and mixers to granulators and packaging systems, each piece of equipment plays a crucial role in transforming raw materials into high-quality fertilizer products.
The key is understanding how these machines work together as a complete system. Whether you’re planning a new facility or upgrading existing equipment, focus on:
- Matching equipment to your specific needs
- Ensuring compatibility between machines
- Planning for future expansion
- Prioritizing reliability and ease of maintenance
Remember: The right equipment setup is an investment in your plant’s long-term success. Choose wisely, maintain properly, and your fertilizer production line will serve you well for years to come.